
工业砂纸盘商品图 AI 修图返检:粒度编号、背绒纹理和孔位别修错
做完这 5 步,你手里会有一张能交给美工、运营和质检一起看的返检表:粒度编号有没有改错,背绒是不是还像背绒,孔位有没有多一个少一个,边缘破损该留还是该修,都有明确判断。
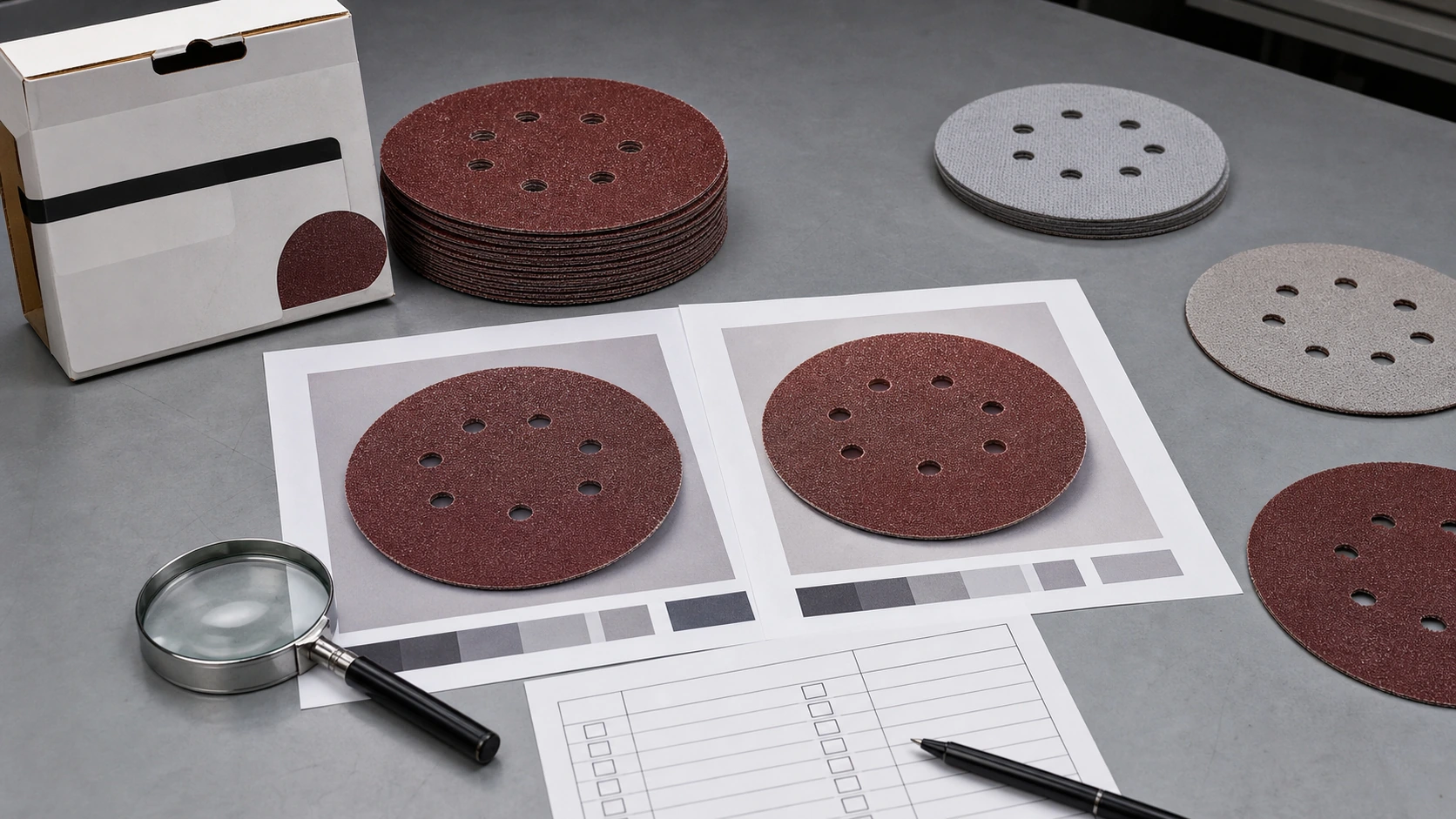 图注:砂纸盘返检先看规格孔位材质
图注:砂纸盘返检先看规格孔位材质
我直说,工业砂纸盘这种图不怕丑一点,怕的是修得太干净。P80 被磨成 P180,8 孔盘被 AI 补成 15 孔盘,背绒变成一块光滑塑料,这不是审美问题,是买家会不会买错规格的问题。团队实际经验里,耗材类 SKU 的返检不能只盯主图亮不亮,要把文字、孔位、材质和边缘一起看。
Step 1:先锁定粒度编号和包装信息
砂纸盘的第一眼,很多人看颜色、看圆不圆。我建议先看字。
把原图、修后图和包装图放在同一屏,不要只看 AI 输出那张。粒度编号常见写法有 P40、P60、P80、P120、P240,也可能在包装标签、盘面喷码、背面贴纸上重复出现。团队实际经验里,砂纸盘返检最容易漏的是“盘面没错,包装错了”这一类:盘面保留 P120,包装角落却被 AI 擦成 P12O,数字 0 和字母 O 混在一起。
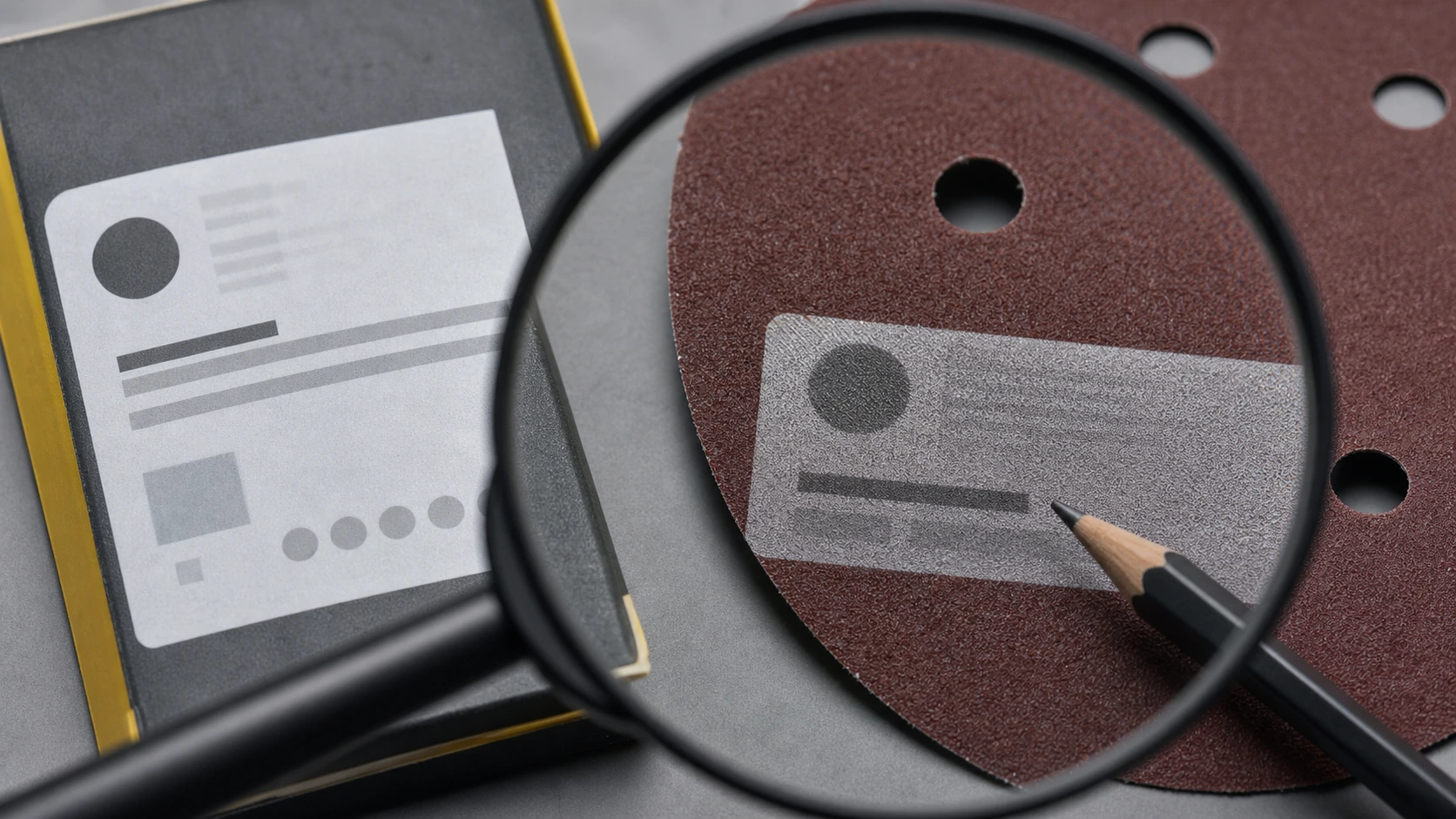 图注:放大粒度标签避免字符修错
图注:放大粒度标签避免字符修错
这一步按四列核对:
- 粒度编号:P80、P120、P240 这类字符要逐位对。
- 尺寸信息:常见 5 英寸、6 英寸,或 125 mm、150 mm,不能被拉伸变形。
- 数量信息:10 片装、50 片装、100 片装,如果包装露出片数,不要让 AI 自己补。
- 品牌与型号:无授权的 logo 不要新增,原有型号也不能被“修清晰”成另一个型号。
这里有个笨办法,巴适得很:把所有文字区域单独圈出来,放大到 200% 看。不要相信缩略图。工业品买家不是来欣赏氛围图的,他要确认规格。
Step 2:检查背绒纹理和边缘形态
砂纸盘正面是磨料,背面通常是背绒或纸基。AI 修图最喜欢把这类细密纹理“抹平”,看起来更干净,实际更假。
背绒要看三个点。第一,绒面有没有方向感和细小纤维,不要变成一整块均匀灰布。第二,外圈切边是否保留轻微厚度,不要修成没有厚度的圆形贴纸。第三,磨料面颗粒不要被磨成统一噪点,粗粒度和细粒度本来就该有差异。
内部复盘里,我们会把修后图按“材质像不像”打两档,不做很复杂的分数:能看出是背绒、磨料、纸基,就通过;看起来像塑料片、皮革、磨砂玻璃,就退回。这个判断比“是不是高级”更重要。
还有边缘。砂纸盘边缘轻微毛边,有时是真实切割痕;外圈破裂、缺角、分层,又可能是瑕疵。能不能修,要看它是否影响商品真实状态。拍摄背景上的纸屑可以清掉,盘边自己缺了一块,不要用 AI 补圆。要得,商品图可以干净,但不能把缺陷洗成新品。
Step 3:核对吸尘孔位与中心孔
这一步最机械,也最不能省。
砂纸盘孔位跟砂光机托盘适配有关。常见有无孔、6 孔、8 孔、15 孔,也有品牌自定义孔位。AI 扩图、抠图、去污时,容易把孔边当成污点补掉,也可能在对称位置凭空补一个孔。你肉眼扫一眼,圆片还挺整齐;买家收到货,装不上机器,问题就来了。
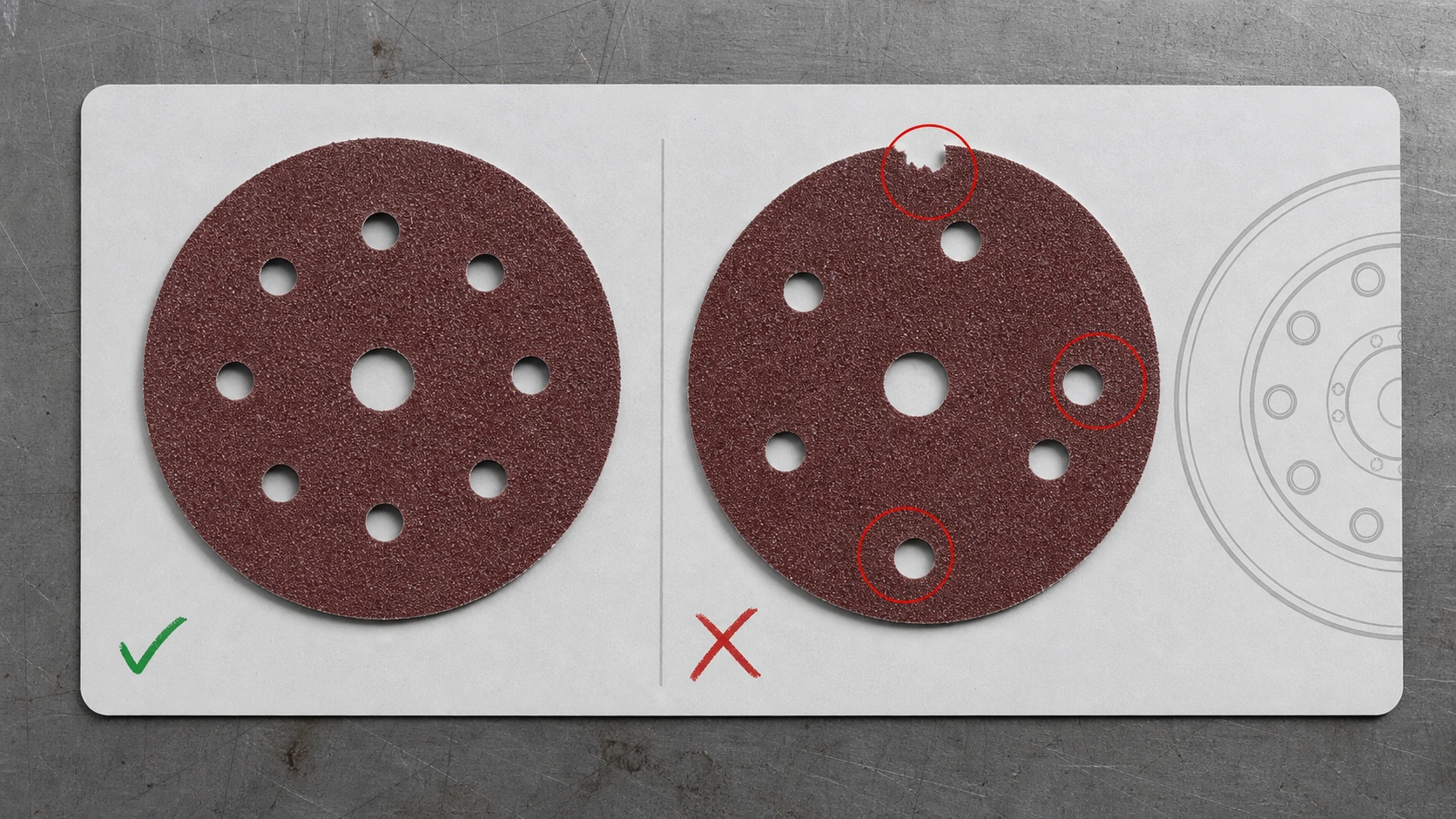 图注:孔位对比能快速发现补孔吞孔
图注:孔位对比能快速发现补孔吞孔
按下面顺序看:
- 先数外圈孔:修后图与原图数量一致。
- 再看孔距:孔位不能因为透视校正被拉成椭圆阵列。
- 再看孔边:孔边阴影要保留,不能修成印刷黑点。
- 再看中心孔:有中心孔就保留,没有中心孔不要补。
- 最后看包装图:包装上的孔位示意若露出,也要与实物一致。
团队实际经验里,孔位返检适合两个人交叉看。一个人数,一人看形状。数字类错误一旦进入详情页,很难靠客服解释回来。
Step 4:把瑕疵分成可清理和不可改两类
砂纸盘图要清理,但清理不是全删。
可清理的东西,通常来自拍摄现场:背景灰尘、桌面划痕、镜头小污点、临时胶带影子、过曝造成的局部白边。这些不属于商品本体,处理掉没问题。
不可改的东西,通常会影响买家判断:盘面印刷错位、孔位偏移、背绒脱胶、边缘破裂、包装批次色差、粒度编号模糊。真实项目脱敏复盘里,运营最容易说“这个破边修一下更好看”。我一般会问一句:这批货每片都有这个边,还是这张拍坏了?如果是拍坏,重拍;如果是货本身,就不要修成不存在。
这里给一个交付口径,直接写进返检表:
- 背景问题:可修,修后不影响商品信息。
- 拍摄问题:优先重拍,无法重拍时轻修并备注。
- 商品瑕疵:不建议修,除非该图明确不用于成交页。
- 规格信息:禁止改写、补写、猜写。
这四行比“优化质感”有用。它让美工知道边界,也让运营知道哪些要求会越线。
Step 5:用交付表记录返检结论
不要只在聊天里说“这张过了”。工业耗材 SKU 多,回头谁也记不住哪一张改过。
我建议每个 SKU 至少建五列:粒度、孔位、背绒、边缘、包装。每列只写三种状态:通过、退回、需确认。再加一列备注,写具体位置,比如“右上包装标签 P120 字符发糊”“3 点钟方向孔边被补平”“背面绒纹变塑料感”。
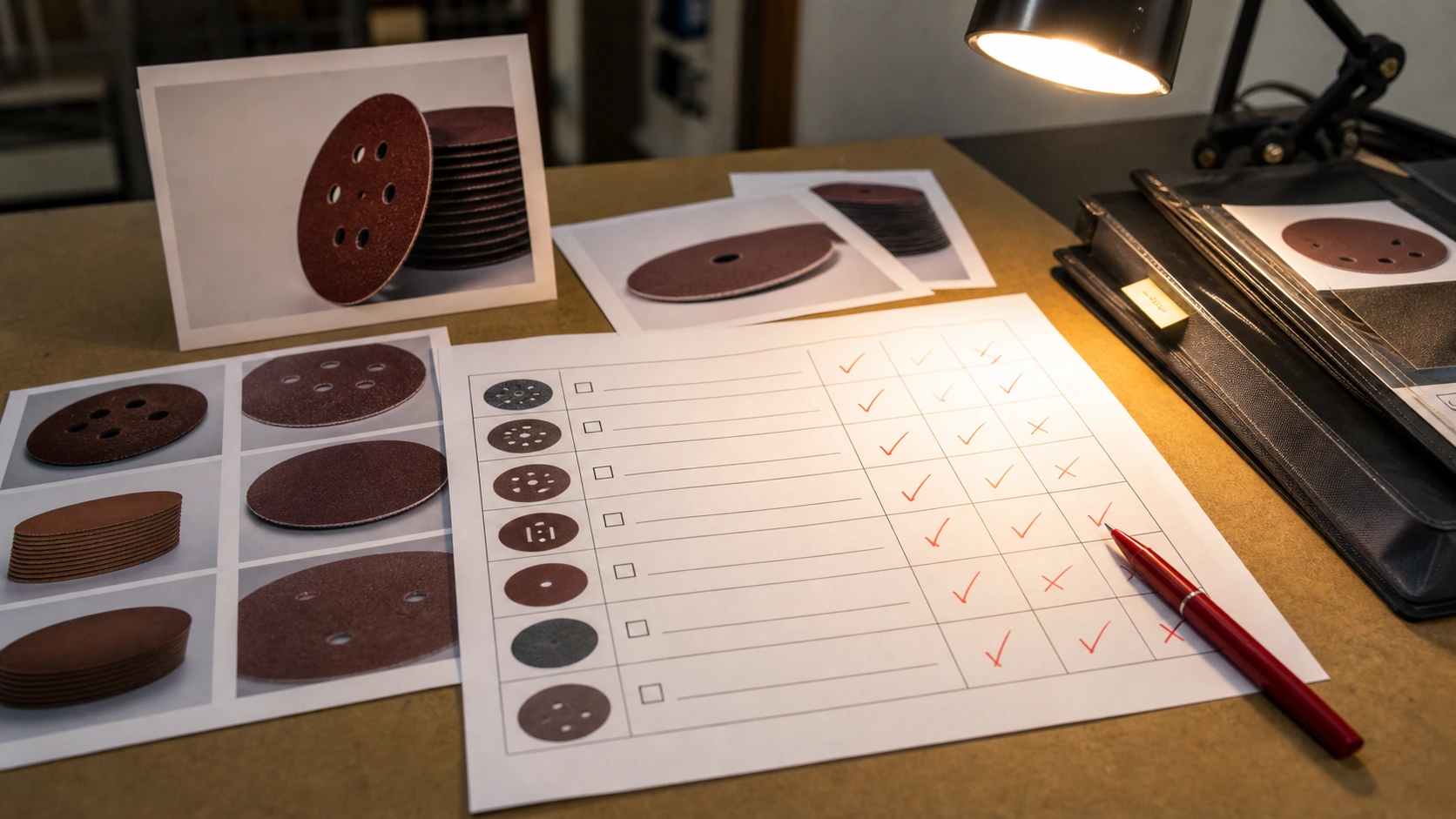 图注:交付表把返检结论逐项留痕
图注:交付表把返检结论逐项留痕
团队实际经验里,这种表不需要花哨。20 个 SKU 一批,按 5 列跑下来,比在群里来回发红圈图更快。特别是外包修图或多班次交接时,返检表能避免同一个错误被讲 3 次。
交付前再做一次抽样:随机抽 3 张正面、3 张背面、3 张包装局部。只要发现同类错误重复出现,就不要只退单张,整组按同一规则重跑。AI 修图的问题经常成批出现,孔位补错、纹理抹平、文字粘连,都是这样。
下一步可以把这张表扩成自己的“工业耗材返检模板”:砂纸盘用粒度和孔位,钻头用刃口和柄径,螺丝用牙距和等级标,轴承用密封圈和刻字。规则换一下,方法不变。
相关文章
工业钢丝刷商品图 AI 修图返检:刷丝密度、焊点、手柄孔和规格标别修错
工业钢丝刷商品图不能只把金属刷毛修亮。本文用 FAQ 拆清刷丝密度、焊点、手柄孔、规格标和包装数量的返检边界,帮助工业品运营少踩 AI 修图假细节。
工业通止规商品图 AI 修图返检:GO/NO-GO 标、螺纹牙型和收纳盒别修错
通止规和螺纹规不是普通金属小件。本文按 FAQ 拆解 GO/NO-GO 标、螺纹牙型、端面磨痕、规格贴和收纳盒的 AI 修图返检边界,适合工业品运营交付前逐项核对。
离子风机商品图 AI 修图 FAQ:风嘴、滤网、开关和接地标哪些不能被修假
离子风机商品图不能只把外壳修干净。本文用 FAQ 拆解风嘴、滤网、开关、接地标和检测证据的返检边界,适合工业品运营和外包修图师交付前核对。
防静电元件盒返检:隔板、堆叠边和 ESD 标别修错
防静电元件盒商品图不能只看塑料外壳干不干净。本文从隔板格、堆叠边、料号贴和 ESD 标识四个证据位推导 AI 修图返检顺序,适合工业品运营上架前核对。
推荐阅读
民宿卫生间图怎么拆:镜面、毛巾和水渍别被 AI 修假
民宿卫生间图不是越干净越可信。本文把镜面反光、毛巾折痕、台面水渍、一次性用品和空间比例拆成 5 个证据区,讲清哪些能用图叮 AI 修,哪些必须保留或补拍。
粉底液商品图别一键磨亮:色号贴、泵头和瓶身质感怎么分三路修
粉底液商品图不能只追求瓶身通透。本文用三条修图路径拆解色号贴、按压泵和瓶身质感的处理边界,帮美妆团队在图叮 AI 初稿后做可复核交付。
卡通涂鸦T恤花纹提取:新手一分钟完成图案分离
没有专业PS技能也能从卡通涂鸦T恤上提取完整花纹图案,图叮AI花纹提取功能支持1:1精准复刻,新手一分钟内即可完成操作。
在线网页AI抠图指南:如何精准分离户外装备与复杂树林背景?
电商美工实战指南:详解如何使用图叮AI网页版进行在线网页AI抠图,解决户外装备(冲锋衣、帐篷等)在复杂树林背景下的抠图难题,包含具体操作步骤、边缘处理技巧及常见失败原因分析。