开孔器套装图怎么分流:齿刃、中心钻和接杆别让 AI 猜
开孔器套装图先准备三份材料:原图、修后预览、规格页截图。没有规格页也能修,但不能判断。你要先知道这套东西卖的是木工开孔、金属薄板开孔,还是水电安装孔位;否则 AI 把锯齿修得很亮,最后可能连适用材料都看不出来。
这篇只讲商品图工作流,不替任何刀具规格背书。按本轮只读去重,工业品里已经有阶梯钻头孔径刻字、棘轮套筒扳手方榫和套筒尺寸这类相邻文章;开孔器的差异在于一套图同时出现齿刃、中心钻、接杆、规格标和收纳盒槽位。判断顺序要重新列,不要套用“金属工具修亮一点”。
 图注:开孔器套装先分流,再谈金属质感。
图注:开孔器套装先分流,再谈金属质感。
第 1 步:先把图分成三条路径
我的建议是先建一个很笨的分流表。别写成审美意见,写成可以复现的动作。
clean: 背景灰、纸屑、拍摄反光、非商品污点
lock: 齿刃形状、中心钻位置、接杆螺纹、规格标、槽位数量
reshoot: 原图无法读的尺寸字、缺失的接杆侧面、被遮住的刀齿第一条路径交给图叮 AI 清理,目标是让画面更干净。第二条路径要先锁区,目标是保证修后还像同一套开孔器。第三条路径不要硬修,直接退回补拍或补规格局部。这个表看起来像参数表,但工业品图就该这样处理;凭感觉调亮,返工点会随机出现。
第 2 步:齿刃和中心钻先锁住
开孔器最容易被 AI 修错的是齿刃。锯齿有高低、斜面、开刃方向和局部磨痕。它们在白底图里经常像毛边,模型会倾向于把边缘顺平。顺平以后缩略图更干净,详情页却少了“能切”的证据。
中心钻也不能随便变位置。很多套装图里,中心钻、接杆和孔锯主体是分开放的;也有些图会把它们装在一起拍。修图时如果把中心钻拉直、补尖、挪到更居中的位置,画面确实规整,但装配关系就被改了。开孔器不是装饰金属圈,中心钻的位置决定用户能不能理解定位方式。
给修图师的 brief 可以写短一点:
preserve saw tooth profile, pilot drill position, arbor thread, case slot count;
clean background dust and soft reflection only;
do not redraw unreadable size marks.这段英文不是为了显得专业,是为了减少歧义。刀齿 profile、pilot drill、arbor thread 都是结构词,比“修真实一点”更稳。
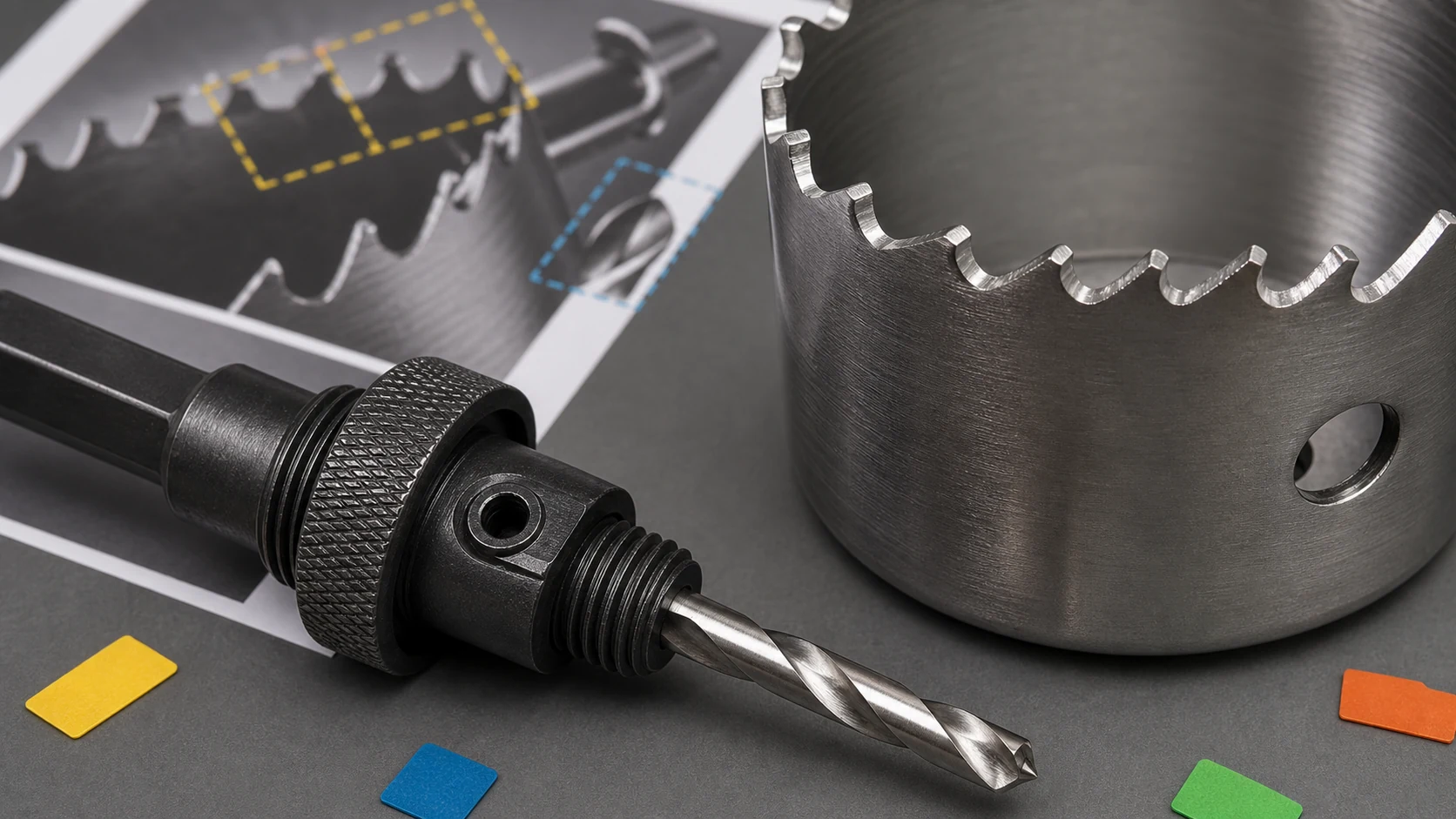 图注:齿刃、中心钻和接杆螺纹属于锁区,不是普通金属噪点。
图注:齿刃、中心钻和接杆螺纹属于锁区,不是普通金属噪点。
第 3 步:规格标能提清,不能猜字
开孔器套装常见风险不在主体,而在规格标。盒盖贴纸、孔锯侧壁印字、收纳盒槽位旁的小号标,都可能承担尺寸说明。原图可读,可以提升对比、压反光、局部锐化;原图不可读,就不能让 AI 补成看似清楚的新字。
这里的判断和热风枪喷嘴、旋钮和警示标签一样:涉及规格、温控、尺寸、适配的文字,只能修可读性,不能重写内容。开孔器更麻烦,因为尺寸通常很多,一个数字错了,套装图就会从“好看”变成“误导”。
我会把规格标分成 3 类:
- 可读标:只做局部对比和反光控制。
- 半可读标:保留真实模糊,另补一张规格局部。
- 不可读标:进入补拍,不做生成式修复。
这个规则不浪漫,但能落地。批量处理时,每张图都按这 3 类打标,后面导出才不会靠记忆。
第 4 步:收纳盒要看槽位,不只看整齐
套装图还有一个隐性证据:收纳盒。塑料盒、泡棉槽、卡扣、铰链和槽位数量,决定买家收到的是不是一整套。AI 经常会把泡棉槽边缘修得更平,把空槽阴影压掉,把透明盒盖反光抹成灰面。结果是画面整齐了,套装关系反而弱了。
处理收纳盒时,我建议按“槽位数量 -> 配件位置 -> 盒盖标签 -> 卡扣铰链”的顺序检查。槽位数量先过,因为它影响套装完整性;配件位置第二,因为接杆和中心钻不能像普通配件一样被淡化;盒盖标签第三;卡扣铰链最后看质感。
如果只有一张主图,不要让主图承担所有解释。主图可以干净,但至少补一张局部图展示接杆、中心钻和规格贴。工业品采购看图,不会只问“亮不亮”,会问“这套能不能直接上工位”。
第 5 步:导出前做四格复核
导出前用四格复核,不需要复杂软件。第一格放原图,第二格放 AI 清理版,第三格放局部锁区,第四格放手机端缩略图。每格只问一个问题。
original: 原始齿刃、中心钻、接杆和标识是什么状态?
retouched: 背景清理后有没有改变结构?
lockzone: 锯齿、螺纹、规格标、槽位是否仍可核对?
mobile: 缩略图里主体和套装关系是否还能被看懂?四格都过,再交付。任意一格说不清,就回到分流表:能清理的继续清,锁区出错就回退,不可读的信息补拍。开孔器套装图的返工,通常不是因为修得不够亮,而是路径一开始就错了。
常见坑
第一个坑,是把齿刃当毛边。可以清背景,不能把锯齿磨成圆边。
第二个坑,是把中心钻修成更居中。装配关系比构图舒服重要。
第三个坑,是补规格数字。原图糊了就糊着,补拍或人工贴回规格稿,不让模型猜。
第四个坑,是只看金属高光。开孔器套装的证据在一整套关系里:主体、接杆、中心钻、盒子和标签要对得上。图叮 AI 适合做批量清理和局部提清,前提是锁区先画出来。锁区没画,越顺的图越容易把工业品修成一组漂亮但不可核对的金属圈。
用图叮AI 免费在线试试
浏览器打开就能用,免安装、免费无需破解,也有 Photoshop UXP 插件版。
相关文章
工业品五金机械件商品图:参数看得清,材质拍得对,采购才敢问价
工业品五金件的商品图,B2B采购看的不是好看,是规格对不对得上、材质是不是真货、做工糙不糙。这篇讲怎么把铭牌螺纹刻度拍清楚,用图叮还原金属铸铁质感,以及换白底构图哪些该做哪些别碰。
工业散热风扇图交给外包前,先把防护网、接线端和铭牌锁住
工业散热风扇商品图不能只修黑色外壳。本文按外包交接 SOP 拆清防护网、叶片方向、接线端、风向箭头和铭牌怎么锁区,减少 AI 修图后的返工。
车床三爪卡盘商品图 FAQ:夹爪、键孔、刻度环和防锈油膜怎么修
车床三爪卡盘商品图不能只把金属修亮。本文用 FAQ 拆清夹爪、键孔、刻度环、防锈油膜和包装标签的修图边界,给工业品运营和外包修图一套可复核口径。
一只保险丝座商品图怎么拆:熔丝窗口、铜夹、额定电流和阻燃标别被 AI 修平
保险丝座商品图不能只追求金属干净和背景统一。本文按总览、熔丝窗口、铜夹触点、额定电流与阻燃标四个区域拆图,帮工业品运营判断哪些痕迹该修、哪些证据必须保留。
推荐阅读
手办公仔智能转角度:蘑菇画家从正面到侧面的生成实测
用图叮智能转角度功能将蘑菇头画家手办从正面视角生成侧面视角,通过镜头控制和角度参数实现360度视图补全。
灯具产品图打光怎么修,把质感和光感修出来
灯具产品图最难的是既要让灯本身好看,又要把它点亮时的光感拍出来,拍的时候常常顾此失彼。这篇按步骤讲怎么用图叮自定义打光和产品溶图打光修出灯罩质感和暖光氛围,也讲清边界:修的是呈现,灯的款式材质亮度得跟实物一致,效果以图叮官网为准。
免费在线产品精修AI汽车抠图去杂边教程:汽车电商主图高效制作指南
详解如何使用免费在线产品精修AI进行汽车抠图与去杂边,解决汽车电商主图制作中反光、倒影、复杂背景等痛点,提供具体操作步骤、参数设置与避坑指南。
跨境电商多品类批量抠图指南:免费工具测评与「图叮AI」实操解析
针对跨境电商多品类(3C、服装、家居等)批量抠图痛点,深度测评市面免费工具,并提供基于「图叮AI」的具体可操作批量抠图步骤、参数设置与失败排查指南。