压线钳商品图交给外包前:钳口、刻度、回弹簧和绝缘手柄怎么标注
这篇处理一个很具体的问题:压线钳商品图交给外包修图前,哪些地方必须先标注,避免 AI 把工具的功能证据修没。目标不是把钳子修得更亮,而是让修后图仍然能回答采购的三个问题:它能压什么端子,适合多粗的线,机械结构是不是原样。
内部复盘到 2026 年 5 月 12 日下午,近 30 天队列里已经有万用表、电烙铁、胶枪、卷尺、焊锡类题目,压线钳还没有单独拆。工业品图的共同点是证据密度高;区别在于压线钳的证据集中在钳口、刻度和棘轮机构这三个窄区域。寒霜这类工业品作者写这个题,应该按参数表的顺序写,不按情绪写。
如果你已经看过数字万用表返检或电烙铁返检,这篇可以当成工具类目的外包标注版:先锁证据,再谈美化。
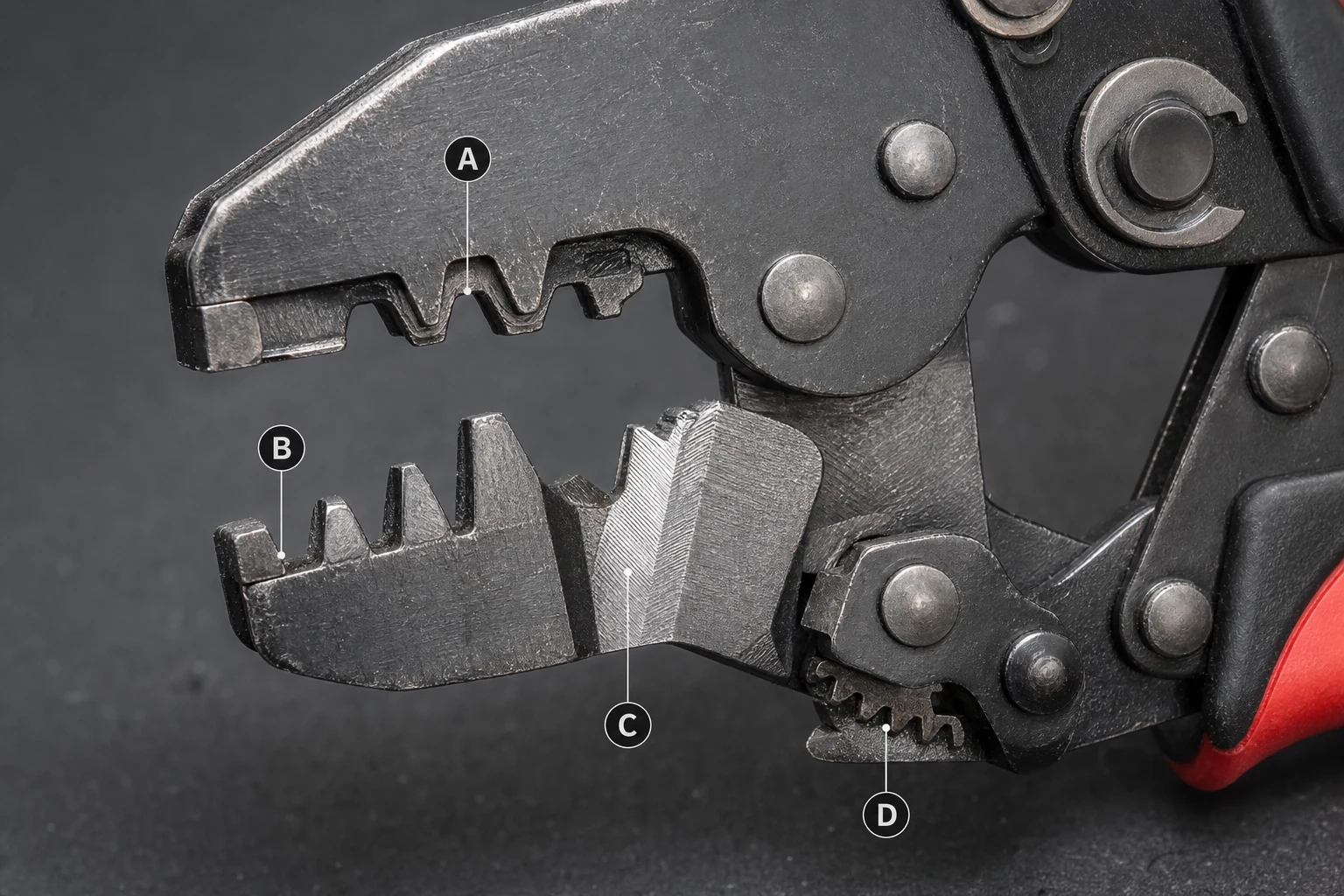
 图注:外包前先把功能区编号。
图注:外包前先把功能区编号。
Step 1:先给钳口和压接槽编号
第一步只看钳口。不要开局就调光,也不要让外包先统一清背景。压线钳最关键的区域是钳口里的槽位:裸端子槽、绝缘端子槽、剥线刃、剪线口、棘轮压接齿,很多都只有几毫米宽。
标注方式很简单。把原图放大到 200%,在钳口区域标 A、B、C、D 四个编号。A 是主压接槽,B 是次压接槽,C 是剥线刃,D 是剪线口或释放杆附近的机械边。每个编号只写两句话:可以清什么,不可以改什么。比如 A 区可以清浮尘和过曝白边,不能改变槽型深浅;C 区可以压反光,不能把刃口修圆。
团队实际经验里,最容易出错的是“补边”。美工小赵这类外包拿到一张边缘有毛刺的钳口图,很容易顺手把边线补得更完整。看小图确实利落,但钳口形状被补圆以后,采购会误判压接槽规格。工业工具不是摆件,边缘的细小不规则有时就是真实加工痕。
 图注:钳口编号比泛泛说“保留细节”有效。
图注:钳口编号比泛泛说“保留细节”有效。
写给外包的备注不要写“钳口要真实”。这句话没有执行性。写成“槽底暗线保留,槽边毛刺减弱 30%,刃口角度不得补圆”,外包才知道该停在哪里。图叮处理这类图时,也建议先在 PS 里用选区把钳口锁出来,再做局部清理,不要整张图一键磨皮。
Step 2:把刻度、型号和适用线径单独圈出来
第二步看文字和刻度。压线钳图里常见 AWG、mm²、端子型号、适用范围、品牌压印、包装背面的参数表。这些信息不一定都要在主图里读得很清楚,但只要原图里出现,修后图就不能换字、漏字、补字。
内部复盘里有一个 2026 年 5 月 9 日的工具类标注模板,只有 6 个字段:型号、线径、槽位、材质、手柄、包装。压线钳沿用这 6 个字段就够,不要扩成十几项表格。字段越多,外包越容易把真正关键的钳口和线径看漏。
刻度区的处理规则是“增强,不重写”。模糊的 AWG 字样可以通过局部对比度和锐化让边缘更稳,但不能让 AI 生成一个更像真的数字。看不清就标“补拍局部”,不要让修图师猜。尤其是 0.5-6 mm²、22-10 AWG 这类范围,错一个字符就不是审美问题,是适配范围错误。
可以把这一段和工业品采购图片验证连起来看。采购不是在欣赏质感,采购是在找能不能下单的证据。文字区域如果靠模型脑补,页面越清晰,误导越大。
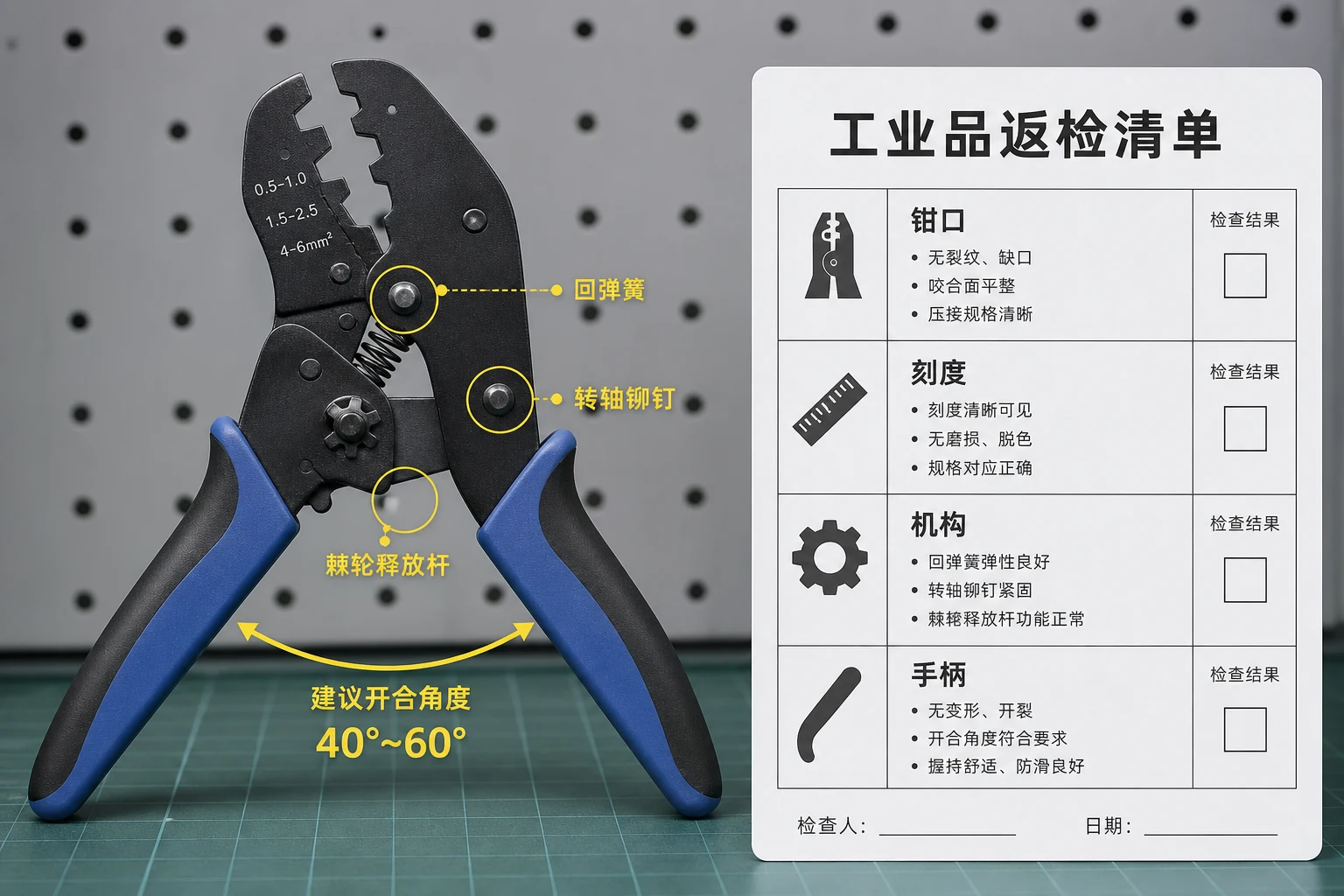
Step 3:检查回弹簧、铆钉和棘轮机构
第三步看机械关系。压线钳不只是两个手柄夹起来。回弹簧、转轴铆钉、棘轮释放杆、限位螺丝、手柄开合角度,这些细节决定它是不是同一把工具,也决定买家能不能判断手感和结构。
外包修图常犯的错,是把机构间的缝隙当成脏线清掉。铆钉周围的阴影被抹平,释放杆和主体像焊死在一起,弹簧被锐化成一根奇怪的亮线。修后图看起来干净,但机械层级消失了。
验收时按三处看。第一,看铆钉是否仍有圆心和边缘阴影。第二,看弹簧是否还能分出线圈和连接点。第三,看释放杆是否还能看出独立零件。三处任一处变成一块金属色面,就退回局部修。
2026 年 5 月 12 日这次选题前查过近期素材包,工业类已经写过电烙铁和万用表;它们强调安全标识和测量证据。压线钳这篇强调机械关系。这个角度不同,所以不和已有题目重复。
 图注:机械关系不能被修成一块金属。
图注:机械关系不能被修成一块金属。
Step 4:给绝缘手柄和防滑纹设边界
第四步看手柄。很多压线钳是双色包胶,红黑、黄黑、蓝黑都常见。手柄上可能有防滑纹、磨砂颗粒、品牌压印、吊孔、注塑分模线。它们不是全部都要“变高级”。
可处理的是拍摄灰尘、局部油印、棚灯过强造成的白斑,以及背景里的杂点。不能处理过头的是包胶边界、防滑纹深浅、品牌压印、吊孔形状和握柄厚度。手柄如果被 AI 修成一整块柔焦塑料,图会像玩具,不像工具。
这里要特别克制。寒霜的写法会把手柄分成三个层级:颜色层、纹理层、结构层。颜色层可以统一白平衡;纹理层只能减弱脏点;结构层不能改。给外包标注时也按这三层写,别只写“手柄保留真实质感”。
如果图要做主图,手柄干净一点没问题。如果图要进详情页参数段,手柄厚度和防滑纹比干净更重要。工业 B2B 买家看图,不会因为一条真实分模线就放弃下单,但会因为看不出握柄结构而去问客服。
Step 5:交付前用原图、修后图和标注表三件套验收
第五步是交付验收。不要只看最终图。至少要有三件东西:原图、修后图、标注表。没有原图,无法判断 AI 有没有补造;没有标注表,无法判断外包有没有按证据区停手。
验收表建议只留四行:钳口、刻度、机构、手柄。每行三个结果:通过、返修、补拍。通过代表原图和修后图能互相证明;返修代表证据还在,只是处理过度;补拍代表原图证据不足,继续修就是猜。不要写“质感提升”“整体优化”这种话,工业品验收表不负责夸图。
一个实用的文件命名也能减少返工:jaw-slot-check、scale-label-check、spring-ratchet-check、handle-grip-check。命名土,但下一轮外包能快速定位。批量处理 40 张工具 SKU 时,这比“最终版 3”可靠。
最后确认标准很硬:钳口槽型能对回原图,线径刻度没有被猜字,弹簧和铆钉仍有机械层级,手柄防滑纹没有被磨平成色块。四项都能对上,才算这张压线钳图可以进入详情页。图叮适合做这类局部证据保护和批量返检,但前提仍然是:标注先行,模型后动手。
相关文章
工业品五金机械件商品图:参数看得清,材质拍得对,采购才敢问价
工业品五金件的商品图,B2B采购看的不是好看,是规格对不对得上、材质是不是真货、做工糙不糙。这篇讲怎么把铭牌螺纹刻度拍清楚,用图叮还原金属铸铁质感,以及换白底构图哪些该做哪些别碰。
工业散热风扇图交给外包前,先把防护网、接线端和铭牌锁住
工业散热风扇商品图不能只修黑色外壳。本文按外包交接 SOP 拆清防护网、叶片方向、接线端、风向箭头和铭牌怎么锁区,减少 AI 修图后的返工。
车床三爪卡盘商品图 FAQ:夹爪、键孔、刻度环和防锈油膜怎么修
车床三爪卡盘商品图不能只把金属修亮。本文用 FAQ 拆清夹爪、键孔、刻度环、防锈油膜和包装标签的修图边界,给工业品运营和外包修图一套可复核口径。
一只保险丝座商品图怎么拆:熔丝窗口、铜夹、额定电流和阻燃标别被 AI 修平
保险丝座商品图不能只追求金属干净和背景统一。本文按总览、熔丝窗口、铜夹触点、额定电流与阻燃标四个区域拆图,帮工业品运营判断哪些痕迹该修、哪些证据必须保留。
推荐阅读
老照片修复该存什么格式?JPEG、PNG、TIFF 怎么选
修复老照片该存 JPEG、PNG 还是 TIFF?本文对比三种格式的优劣与适用场景,给出扫描、编辑、输出各环节的格式选择建议,帮你把家庭相册稳妥数字化。 越来越多家庭把尘封的老照片做数字化处理。无论是泛黄的黑白照还是褪色的彩色相片,修复后都能重获生命力。
商品图光线不均一边亮一边暗怎么后期修匀
商品图一边亮一边暗、单侧曝光过头另一侧发暗,或者一排产品拍出来亮度参差不齐,看着脏乱不专业。这篇按顺序讲清用图叮自定义打光、产品溶图打光和局部重绘,把不均的光重新铺匀、把过亮和过暗两头拉回来、再统一多件产品的亮度,以及怎么验收。
旅行抓拍糊了别删!用图叮AI 还原高清瞬间
旅行抓拍常因手抖或光线不足而模糊,别急着删。本文讲清楚照片为什么会糊、模糊照片为何仍有价值,以及怎么用图叮AI 把模糊旅行照还原得更清晰,并附拍摄少糊的实用技巧。
AI 生成商品图要不要留来源标记:Content Credentials 给电商团队的 4 个判断
C2PA 和 Content Credentials 正在进入 AI 图像交付链路。电商团队做商品图时,不必把来源标记当成噱头,但要知道哪些底片、修图动作和平台规格图值得留痕。